

Zmieniające się technologie w budownictwie inżynieryjnym, czy też infrastrukturalnym sprawiają,
że rosną wymagania dotyczące pompowania betonu. Dotyczą one w przeważającej mierze wielkości wysięgników, ale również zdolności samej pompy do pompowania tzw. „ciężkich” klas betonów.
że rosną wymagania dotyczące pompowania betonu. Dotyczą one w przeważającej mierze wielkości wysięgników, ale również zdolności samej pompy do pompowania tzw. „ciężkich” klas betonów.

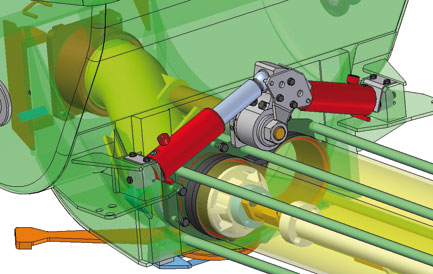
Jednostka pompująca 230×2100 – blok sterujący zamkniętego układu hydraulicznego
Fot. Polmix
Wielkość wysięgnika jest dla większości użytkowników, jak również producentów pomp, podstawową miarą określającą ogólnie pojmowaną „jakość” maszyny. Powszechny odbiór „klasy” sprzętu ma ścisły związek ze wspomnianą wielkością pompy. Same właściwości i parametry pompy są traktowane marginalnie.
Dużą zagadką dla użytkowników wielu ogromnych maszyn jest ten aspekt, który w pompie do betonu powinien być najważniejszy – czy „da ona radę” przepompować wskazywany rodzaj betonu. Powszechne zdziwienie na budowach budzi zjawisko, być może Państwu znane: „przyjechała taka duża pompa i nie dała rady przepompować”.
Zdolność samej pompy do pokonywania obciążenia wynikającego z pompowania „ciężkich” klas betonu jest w dużej mierze pochodną parametru ciśnienia, tzn. możliwości układu do wytworzenia ciśnienia na poziomie na tyle dużym, aby pokonać opór płynącego medium. Sama zaś wielkość maksymalnej wydajności pompy ma w tym przypadku drugorzędne znaczenie. Nie bez przyczyny maszyny, w których maksymalna wydajność przekracza 180 m3/h, zaś ciśnienie betonu jest na poziomie 60 bar, określane są jako słabe.
Bez wątpienia wartość maksymalnego ciśnienia danej maszyny jest wynikiem konkretnej konfiguracji zespołu pompującego.
Pompy do betonu koreańskiego koncernu Everdigm mają rekomendowaną jednostkę pompującą zalecaną do maszyn powyżej 32 metrów o parametrze ciśnienia 85 bar po stronie betonu i o wydajności maksymalnej 160 m3/h. Ten układ pompujący, opisywany jako 2116 ma cylindry robocze o średnicy 230 mm i skok 2100 mm. Konfiguracja tego układu pozwala na osiągnięcie maksymalnie 28 cykli na minutę. Istotnym aspektem jest również średnica wylotu z elementu zwrotnego w zasuwie zwrotnej pompy, wynosząca tutaj 180 mm. Gwarantuje to łagodny przepływ mieszanki betonowej z cylindrów pompujących do rurociągu bez nadmiernego redukowania przekroju.

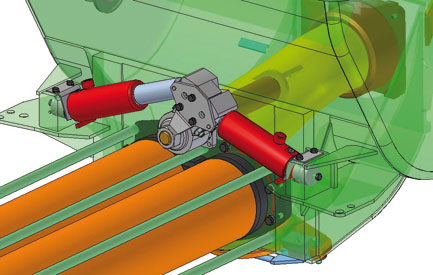
Kosz zasypowy – jednostka pompująca 230×2100
Fot. Polmix
Ważną cechą takiej konstrukcji jest zapewnienie optymalnej wydajności, już przy niskich prędkościach obrotowych silnika napędowego. Zespół napędowy poprzez swoje przełożenie umożliwia płynną i wydajną pracę od 900–1000 obr/min.
Pompy Everdigm pracują wyłącznie w zamkniętym obiegu hydraulicznym, który przede wszystkim zapewnia niską pulsację podczas pompowania, nie wywołując przy tym zjawiska kołysania wysięgnika, znamiennego dla układów otwartych. Uzyskiwany jest efekt niskiej energochłonności układu, który poprzez małe straty energii pochłanianej przy przełączaniu cyklu pompy zapewnia niskie zużycie paliwa. Ilość oleju hydraulicznego w układzie jest również blisko o połowę mniejsza w porównaniu z maszynami opartymi na otwartym układzie hydraulicznym.
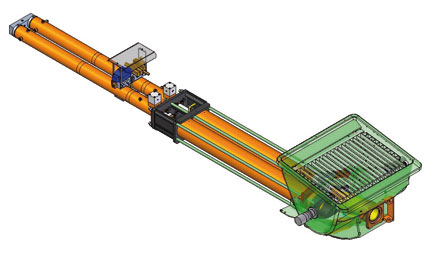
Jednostka pompująca 230×2100
Rys. Polmix
Zupełnie innym aspektem jest ilość cykli maszyny. Zasada propagowana przez wiodących niemieckich producentów, mówiąca o ograniczaniu pulsacji pochodzącej od jednostki pompującej, znajduje również odzwierciedlenie w maszynach Everdigm.
Dla maszyn o wysięgnikach od 47 metrów zastosowana może zostać jednostka pompująca o obniżonej ilości cykli (maks około 24/min) i skoku 2500 mm przy ciśnieniu pracy 85 bar. Co naj-istotniejsze, przy tego typu układach, to niskie zużycie układu roboczego maszyny i eliminowanie do minimum pulsacji przechodzącej poprzez rurociąg na konstrukcję wysięgnika.
Wydajność takiej pompy pozostaje niezmienna w stosunku do mniejszej jednostki 2116 i wynosi 160 m3/h. Konstruktorom Everdigm nie chodzi bowiem o uzyskanie wysokiej wydajności przy oszałamiającej ilości cykli, bo nie jest to w istocie potrzebne.
Zasygnalizowany wyżej problem pulsacji pompowanej mieszanki jest o tyle istotny, że duża moc wkładana w pompowanie, objawiająca się dużą ilością cykli przy niskim ciśnieniu, potęguje zjawisko segregowania się betonu w rurociągu, a co za tym idzie rośnie tendencja do korkowania się pompy. Powstaje więc sytuacja, o którym wspomniano na wstępie: taka duża pompa, a nie dała rady...
Opisywana jednostka pompująca 2516H firmy Everdigm stosowana w dużych maszynach bez żadnych problemów pokonuje nawet te najtrudniejsze klasy betonów.
Więcej o maszynach Everdigm na stronie wyłącznego dystrybutora: Przedsiębiorstwa Polmix-Ast z Gdańska.
Źródło: Budownictwo monolityczne, nr 3 (10) 2012







